|
|
多工位铁型覆砂生产线性能简介142
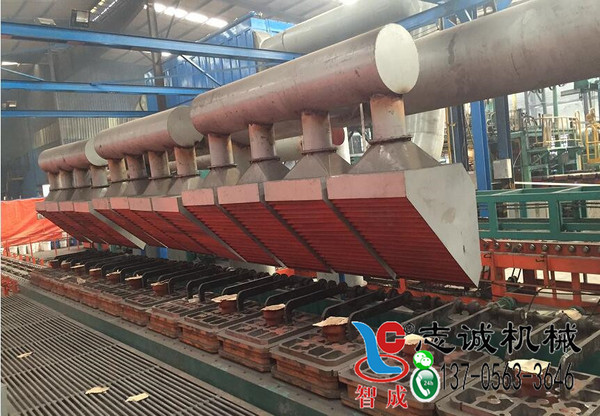
发表时间:2019-05-11 14:58 我公司研发的多工位铁型覆砂生产线,运用了多种专利技术,实现了生产线的快速高效运行,能够同时在线生产二种或四种规格的产品,砂箱投资可减少一半以上的数量,这对于一些品种较少,规格较多的产品来说,可以在满足生产的前题下减少一次性投资。整条生产线仅需要4-6个操作工即可生产,而且大都为傻瓜式操作,劳动强度很低。下面对生产线做一简单介绍。 1、开放式运行模式(专利技术)。机动与非机动滚道刚柔交替,使全线运行更加流畅。 2、液压系统。液压系统附加有辅热装置、冷却装置、保压装置、液位识别控制。冷却装置为了控制液压站长期工作油温过高的现象;加设保压装置是为了保证多个液压缸同时工作运行的平稳度;液位识别是为了避免液压油泄漏而造成不必要的损失。 3、自动换向机(专利技术)。通过换向机改变模具标高,顺利改变模具运行辊道,同时给予模具膨胀所需的空间,避免了因模具热膨胀、碰撞、挤压、摩擦而造成设备故障或损坏的现象。
4、机动辊道(专利技术)。从而实现造型线与浇注线互不干扰、相互补给和囤积的功能,稳定并加快了实载运行节拍,该结构具有以下功能特点: ①全线缺少模具仍能正常运行,两种规格模具同时运行时,不受某种数量的制约。 ②造型线与浇注线相互补给的功能。造型线上任何工位滞后时,机动滚道上的模具会自动补给至浇注线;浇注线静止或浇注工艺需要静止浇注时,造型线仍可正常造型,这样项专利技术不仅满足了浇注生产工艺的要求,而且不会降低生产线的生产效率,极大的提高了生产线的生产效率。 ③生产线出现故障且短时间内不能排除时,浇注线仍可正常运行,自动补给的模具可以消耗浇注包或电炉内的钢水,**限度的降低了浪费。 ④浇铸线最快节拍25″(浇铸时间+5″),生产特殊材质磨球,有严格浇铸要求时(如球墨铸铁、ADI、CADI),该机构可大大提高浇注节拍(如浇注时间20″/型,浇铸线节拍25″/型),避免了铁水球化衰退的现象。 5、多工位多功能造型机(专利技术)。该造型机具有以下功能特点: ①两种或以上规格铁型同时运行,减少一半的砂箱投资; ②各组射砂机构独立运行,互不干扰; ③每组型板模具独立动作,并可移出辊道,正常生产可以更换或清理型板模具,方便快捷,劳动强度降低80%以上; ④可自动扎通气孔。 6、采用GPF6305M和GP6305M边滚轮(专利技术)。其特点: ①轴承钢一体化边滚轮,耐温300摄氏度转速600转; ②全滚珠无花篮轴承,载荷是普通轴承的2倍以上; ③使用寿命是普通轴承的3倍以上; ④拆换方便快捷。 7、自动定位装置(专利技术)。由于模具热膨胀各工位会发生偏移,易造成生产线很多故障,如:由于工位偏移,机械与电气的转换时易失控或误动作的现象;造成型板和模具挤压变形的现象;造成射砂漏砂的现象;造成合箱不准的等现象。我公司采用自动识别、自动纠错这项专利技术,解决了因膨胀造成的故障。 8、隐藏式辊道。浇铸线辊道置于模具下方,辊轮被模具完全遮挡,洒落的铁水一般不会流到辊轮上,因此辊轮寿命大大延长; 9、红外智能温控系统:当红外传感器检测到模具温度超过工艺温度时,降温系统自动启动对模具进行降温,水雾量和降温时间任意调节。确保产品质量和设备运行的稳定性和可靠性。
10、远程智能化控制: ①实现了智能化远程服务,生产线具备网络远程服务功能;设备出现电气故障时,用户直接在人机界面会发现报警并且直接显示出故障源及排除方法;维护人员也可直接拨打售后服务电话,我公司售后可通过网络排查故障或直接排除故障,极大地提高了售后服务效能和质量。 ②全线视频监控。为整条生产线安装视频监控,全方位监控生产线各个工位,通过监控可记录一个班的生产状况,当产品出现质量问题时可通过该班的监控记录查询其原因。并且有利于生产线的故障分析及日常维护。需要在车间接入网络,将视频信息传输至监控室。 上一篇:射型机射砂紧实原理及设计经验 下一篇:影响铁型覆砂生产线台时产量的因素 |